
Technical Paper
International Water Conference
Pittsburgh, PA, October 19, 2004.
Non-Chemical Devices: Thirty Years of Myth Busting
Timothy Keister, FAIC, CWT
ProChemTech International, Inc., Brockway, PA
IWC-04-22
Keywords: non-chemical device, cooling water treatment
ABSTRACT: Non-Chemical Devices (NCD) have been marketed for control of scale, corrosion, deposition, and biological growth in boiler and cooling tower systems for over fifty (50) years. During this time period, numerous devices based upon various magnetic, electromagnetic, electrostatic, catalytic, and mechanical theories of operation have been proposed and installed in a great variety of water systems, with generally unacceptable results.
In contrast to the testimonials common to NCD marketing literature, the many controlled studies undertaken by various government and industrial organizations have resulted in a consensus opinion that NCD are not capable of producing the effects claimed in the literature. In general, the theories advanced by the NCD suppliers to explain operation of their devices show a lack of agreement with accepted scientific principles. In spite of an extensive history of installation failures, findings of no effect in controlled studies, and no acceptable theory of operation; new NCD are accepted in the market on a routine basis, often obtaining significant sales before the inevitable disasters result in that particular device being discredited.
We will examine the various NCD technologies in the area of cooling water treatment by;
-
comparing the theories advanced to explain their operation with accepted scientific principals
-
provide a critical look at the actual chemistry behind some testimonials
-
discuss the reasons behind the continuing market acceptance of NCD
-
reviewing several specific case history installations complete with analytical data.
Note: This paper was reformatted in 2010 to incorporate elements from the PowerPoint presentation made at the IWC.
INTRODUCTION
I was first introduced to Non-Chemical Devices (NCD) as an employee of Brockway Glass Company. In 1974, our Engineering Group decided to replace chemical treatment programs with Progressive Electronic Water Treaters, an electrostatic NCD, on a variety of plant water systems. Within a short period of time I was traveling around the country learning how to acid clean systems, replace piping, drill compressor intercoolers, and re-install chemical treatment programs. Following this educational process, I was assigned responsibility for all water treatment programs, with one of my first projects being a controlled test of a Progressive NCD to determine if it could control corrosion as claimed. It did not work.
The use of Brockway Glass as a reference by Progressive in their marketing literature is also clearly remembered with the box shop boiler system at our Montgomery, AL, plant being cited as a successful installation. On investigation, I discovered that Progressive had contacted the plant engineer, who, since he had had no water side problems with the lightly loaded box plant boiler since installation of the NCD, happily provided a statement that the NCD program was a great success. In spite of the fact that the makeup water was soft, our subsequent boiler inspection showed very heavy scale on the boiler tubes. A great success, if you did not mind tubes that looked like they had been coated with a heavy layer of cement.
Since this initial exposure to NCD and the marketing techniques used by their suppliers, I have maintained an active interest in the subject and been given the opportunity over the years to both test some additional NCD and critically examine a number of NCD installations.
NCD Theory of Operation
Looking at the mode of operation claimed by NCD suppliers, we can generally place them into one of the following types:
Table I
|
Mode |
Typical Supplier Unit Name(s) |
|
Magnetic |
“Bon Aqua” “Agua-Flo” “TowerMate” |
|
Electromagnetic |
“Linear Kinetic Cell” “Dolphin” |
|
Electrostatic |
“Progressive Electronic” “ChemFree” “Zeta Rod” |
|
Catalytic |
“Fre-Flow” |
|
Mechanical |
“Moltek” “Chesterton VRTX” |
Looking at either the supplier literature, or actual devices in the field, we have observed the following general construction of these five basic types of NCD.
Magnetic: Devices of this type generally employ one, or more, permanent magnet(s) mounted either on the outside, or inside, of the pipe containing the water to be treated. No other equipment, or input power, is supplied, and the magnets are stated to be “permanent”.
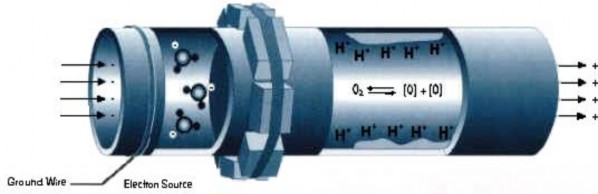
Illustration of claimed magnetic device operation
Electromagnetic: These devices commonly have a low power, low voltage (step down transformer) based power supply providing alternating, or in some cases DC, current to one, or more, coils wound around the outside of the pipe through which the water to be treated flows.
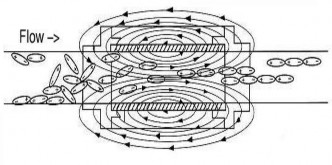
Illustration of claimed electromagnetic device operation

Typical device
Electrostatic: These units generally consist of a low amperage, high voltage DC power supply and a capacitor like cell where the water to be treated flows between two insulated plates, which are typically charged to between 10,000 and 30,000 vdc. Operating like a capacitor, there is very low power usage.

Zeta Rod unit
Catalytic: These devices appear to be nothing more than sealed metal cylinders filled with “powdered metal”, or metal shapes of varied composition, inserted into either a tank, or a pipe, in the water system to be treated. The chemical composition of the “catalyst” is reported to vary widely, but is often claimed to include transition and precious metals.

Typical catalytic device
Mechanical: The mechanical devices being marketed appear to be modified centrifugal pumps that provide for recirculation of the pressurized water.

Illustration of claimed mechanical device operation

Typical mechanical device
Review of the NCD supplier literature shows many common explanations for NCD operation, one theory often covering several types. However, we do note a certain amount of disagreement between some suppliers having the same basic type of unit. In order to address the many varied theories of operation, the clearest explanations found in the supplier literature are summarized in the following and examined against known scientific principals.
-
Device operation causes calcium carbonate to precipitate as aragonite, not calcite, generally as a bulk precipitation; and also causes any existing calcite in the system to re-crystallize to aragonite.
To date, all controlled studies of devices claiming this ability have shown that the calcium carbonate continues to crystallize as calcite, not aragonite. In cases where the water pH has not increased by cycling, calcite does not bulk precipitate, forming instead a typical scale.
Bulk precipitation has been noted in many NCD treated high cycle systems, but is a function of pH, not operation of the NCD. Not addressing effects within the device itself, it is difficult to picture any downstream mechanism which could cause calcite to change to aragonite as calcite is the stable crystal phase of calcium carbonate. In fact, aragonite is the low temperature stable phase of calcium carbonate with a reported transition temperature of 128 C to calcite. Some reversion is reported in the literature, at a temperature of -60 C.
We would note that this ability is claimed, or inferred, by many of the NCD suppliers for their devices with claims such as “scale forming minerals change their ionic construction” or “dissolved solids precipitate as a loose powdery dust”. While it all sounds scientific, aragonite will form in place of calcite only under well defined temperature and pressure conditions. Note should be made that the primary factor in dictating the crystal structure adopted is geometry of the ions, i.e. their size. Thus at low temperatures and high pressures, aragonite forms a denser structure than calcite and is thus the preferred phase.
Exposure to electrical and magnetic fields have never been shown to effect the size of ions in solution. In addition, aragonite forms scales that are as hard and tough as calcite, so there would appear to be no good reason for preference of one cyrstal structure over the other.
-
Particles, or molecules, are charged, or their static charge is altered, by operation of the NCD in such a way that they repel each other, preventing formation of scale.
Cooling water is quite conductive and as a result any charge placed on particles, or molecules, within the liquid as a result of NCD operation would immediately short to ground.
We also note that calcium and carbonate exist in water solution as dissolved ions, thus they are not in a particle form. Exposure of these ions to the low level magnetic, electrical, or mechanical forces produced by the NCD reviewed will not alter their ionic state.
-
NCD operation alters the behavior of molecules, or particles, in the water by aligning their polarities to neutralize the adhesion required to form scale.
Not considering any effects within the device, any such polarity alignment would be immediately destroyed in the operating water system by simple Brownian motion.
-
Mechanically alters the Langelier Saturation Index by stripping out carbon dioxide and oxygen, forces calcium carbonate to form a non- sticking solid. Kinetically breaks scale mineral chemical bonds.
Removal of free carbon dioxide and oxygen from a water have minimal effects on the LSI and no effect on the crystal form that calcium carbonate will take upon precipitation.
Due to the high energy levels needed, it is extremely unlikely that scale mineral bonds can be affected by mechanical devices. We also note that as calcium and carbonate are typically present as ions in cooling water, that there would be no crystal “bonds” to be broken by passage of the water through the NCD.
-
High shear produced by operation of mechanical NCD is reported to “crush and kill” micro-organisms.
Interesting comment that may have some truth to it, but as the major problem in cooling water systems is sessile micro-organisms, not planktonic ones, it is irrelevant to obtaining good microbiological control in cooling water systems.
Testimonials
The vast majority of NCD marketing is based on use of testimonials on device performance. Rarely is any scientific data, such as corrosion coupon results or system mass balance analyticals, provided. In most cases, the testimonials are provided by people with no technical knowledge and little idea of what constitutes acceptable performance for a water treatment program.
To date, every testimonial that I have had a chance to investigate has shown cause(s) other than operation of an NCD to be responsible for the performance cited. The most common causes behind successful testimonials are reviewed in the following.
No Treatment Needed: We have all experienced the untreated cooling system operated at low cycles, using a low hardness makeup water, where there is no scale formation and corrosion rates are running at two or three mils/yr. While a chemical program can often improve on these results, they are acceptable to many people and installation of an NCD into such a situation will always result in a “successful” installation. In general, a good field test is to simply unplug the NCD and see if anything changes, while a complete analytical workup on the makeup and cycled water will tell the tale.
Reduction of Cycles: Operation of treated cooling systems at excessive cycles is fairly common due to faulty, or no, blowdown controls and/or a poor chemical treatment program. This commonly results in system scaling and substantial operating problems.
Many suppliers of NCD also supply conductivity based blowdown controls with their device and installation of an NCD with a new blowdown control, set to maintain lower cycles, will often result in prevention of new scale and removal of existing scale, regards of whether or not the NCD is really doing anything at all.
Bulk Precipitation: Several NCD suppliers actually claim that their devices force, or cause, bulk precipitation and thus prevent scale formation. Our investigations into many such NCD installations show that they are typically operated at very high cycles with resultant high cooling water pH values.
Under these conditions, any calcium introduced into the cooling system in the makeup will immediately precipitate as calcium carbonate in the bulk water, with or without the aid of an NCD. This process is, of course, the basis for the well known “carbonate cycle” boiler treatment chemistry. Our firm has confirmed, in a full scale experiment, that operation of a cooling tower under such conditions will prevent scale formation in the condenser tubes of a chiller. However, you do have to shovel the calcium carbonate sludge out of the cooling tower basin on a routine basis and plugging of fill can be a problem.
Bio-control via Bulk Precipitation: Some of the more recent NCD literature actually cites removal of planktonic micro-organisms via the bulk precipitation process. We agree that this is a viable process and note that it is used in thousands of potable water treatment plants every day, but is worthless in getting at the sessile micro-organisms, which are the real troublemakers in cooling water systems.
In any event, as already noted this effect can be obtained without an NCD by simple adjustment of cycles, or addition of caustic soda, to obtain the pH needed for bulk calcium precipitation.
Bio-control via High pH Operation: In our own cooling water management programs, we have noted a substantial reduction in the amount of biocide needed to obtain biological control when operating at cooling water pH values above 9.0. Since many NCD installations are operated at high cycles to take advantage of bulk calcium carbonate precipitation for scale control, they are also getting the benefit of reduced biological activity due to the resultant high pH. Again, the results obtained actually have nothing to do with operation of the NCD.
Deposition Control: NCD suppliers commonly specify hydrocyclones and media filters as part of their installations, which certainly help prevent deposition and resulting problems within cooling water systems. Of course, the same benefits could be obtained without use of the NCD.
It is interesting to note that those suppliers of NCD who acknowledge the bulk precipitation process also typically recommend filters or hydrocyclones as part of their installations.
Corrosion Control: The high pH, high LSI, and “controlled” scale formation cited by many NCD suppliers as the theory for corrosion control by their device are all actually familiar chemical methods used for many years to reduce corrosion in cooling towers. It should come as no surprise that many suppliers of NCD recognize these methods and use them to obtain lower corrosion rates by judicious selection of operating cycles. Again, operation of an NCD is not required to obtain results, just careful selection of cycles.
Drivers of NCD Market Acceptance
With thousands of failed installations, not a single controlled study showing positive results, and no creditable operating theory; why are large numbers of NCD still sold each year ? This is a very interesting question and has a multiple reply answer.

Proprietary Nature of the Water Treatment Business: Unlike many other science based fields, such as civil engineering, the provision of water management programs is dominated by proprietary technology. Thus there are no open sources where one can acquire the knowledge needed to separate “snake oil” and marketing hype from the real thing. In addition, the water treatment business has had, and still has, more than its fair share of marketing hype sales activity as well as just plain incompetent people.
General Lack of Scientific Knowledge: In spite of it being politically incorrect, the plain fact is that many people in engineering, specification, and purchase positions do not have the basic scientific knowledge to properly evaluate the many claims made in regards to water treatment. While this is partially due to the proprietary nature of the water treatment business, a good portion of it is due to a general de-emphasis on scientific subjects in the educational system. Included in this area are the various licensed professional engineers, who should know better than to practice outside of their field. Six credits of chemistry twenty years ago does not qualify someone to evaluate the merits of NCD versus generally accepted chemical practices.

“Green Marketing”- Chemophobia: Many suppliers of NCD are marketing their devices as “green” and safe alternatives to “chemicals”, which are automatically assumed by many people to be environmentally bad and hazardous to health. While this was sometimes correct with pre-USEPA programs, such as chromates, modern chemical treatment programs produce a lower environmental impact than many NCD installations due to the lower corrosion rates of system metals of construction obtained. In addition, “green” is only good when the technology actually works.
Cost Reduction – Getting Something for Nothing: Many people decide to install NCD devices due to the substantial cost reductions claimed over chemical treatment programs. In some cases, the existing chemical program is very costly due to “snake oil” sales, or incompetence, making a cost reduction easy to “show”. In several recently reviewed cases, the NCD supplier had “assumed” completely unrealistic costs for chemical programs to ensure that their technology would be cost competitive. The urge for cost reduction must be balanced with sufficient knowledge for an independent evaluation of claims made.

Case History Reports
Case History Report #1
“Fluidtron Systems” electrostatic NCD manufactured by Electrostatic Equipment Company, Kansas City, MO, and marketed by IntegraTech Associates, Inc., WEB www.fluxpro.com
System Data: A WalMart cold storage warehouse was started up in June, 2001, equipped with a cooling system using five (5) Frick screw type ammonia compressors, a remote pump set and cold well, and a single four (4) cell Evapco evaporative condenser cooling tower rated at 1100 tons. The cooling water side of the system was equipped with a conductivity type blowdown unit and a total of five (5) “Fluidton Systems” NCD manufactured by Electrostatic Equipment Company of Kansas City, Mo. Makeup water was untreated and drawn from the local city water supply.
History: Site personnel reported that the cooling tower was commissioned in June, 2001, using a chemical treatment program. Minimal information was gathered on this program, however, operators noted that blowdown was about 6000 gpd and that there were some scaling issues.
To reduce blowdown and address the scaling issues, the chemical program was discontinued in February, 2002, and four (4) NCD were installed, one in the sump of each cell in the cooling tower. Shortly after installation, operators found scale deposition in the conductivity probe, strainer, and return line. A fifth NCD was installed in the return line to address this problem. Blowdown is automatic using the conductivity controller, setting at about 3000 mmhos, giving a blowdown of about 1000 gpd. Operators report that system conditions are better now, with the NCD, than when the chemical treatment program was in use.
Claims Made: IntegraTech sales literature and WEB site information claimed that the NCD “will eliminate existing scale and stop reformation”, “corrosion coupon tests show our systems to perform equal to or better than chemical treatment”, “breaks up biofilm”, and “biostatic environment created by Fluidtron Systems will control even the most persistent, hard to kill bacteria such as legionella”.
The claim is made that the NCD imparts a “charge” to particles and water passing through the device, as well as reducing the water surface tension.
Review: We were requested by WalMart’s consulting engineers to examine the technology being used at several of their cold storage warehouses relative to problems experienced and reduction of blowdown.
The above installation was offered as an example of successful application of the NCD technology as no problems had been reported since conversion from chemical treatment.
Steve Morton, an experienced water treatment expert (30+ years), visited the site on October 15, 2002, to examine the cooling tower and obtain water samples. Visual inspection of the cooling towers showed a moderate amount of gritty scale on the drift eliminators.
Shutting down one cell of the cooling tower and close examination of the tube bundles revealed about 1/16″ of hard scale buildup. This type of scale buildup would not be evident on casual examination.
Samples of makeup and cooling water were obtained for laboratory analysis by Analytical Services, Inc., Brockway, PA, a state certified laboratory, #33-411.
Analytical Results
|
Parameter |
Makeup |
Tower |
Parameter |
Makeup |
Tower |
|
pH |
7.7 |
8.6 |
total alkalinity, mg/l |
95 |
615 |
|
conductivity mmhos |
399 |
3300 |
calcium, mg/l |
14.4 |
12.4 |
|
magnesium, mg/l |
18.4 |
78.0 |
Ca:Mg ratio |
0.8 |
0.2 |
|
iron, mg/l |
<0.03 |
<0.03 |
copper, mg/l |
<0.02 |
<0.02 |
|
zinc, mg/l |
0.079 |
0.009 |
silicon, mg/l |
8.2 |
60.8 |
|
chloride, mg/l |
30 |
325 |
sulfate, mg/l |
64 |
774 |
|
total phosphate, mg/l PO4 |
1.2 |
16.1 |
dissolved solids, mg/l |
268 |
2142 |
|
t. hardness, mg/l CaCO3 |
112 |
352 |
cycles on chlorides |
– |
10.8 |
|
LS Index 100 F |
-0.4 |
+1.2 |
A Fluidtron Systems control box was examined and found to contain a high voltage transformer and rectifier. IntregraTech literature indicates a power consumption of about 0.035 milliamps by the NCD.
Discussion: We would comment that the makeup water is non-scaling, saturation index (SI) of – 0.4. While the water is classed as “hard” due to a total hardness of 112 mg/l as CaCO3, 75.7 mg/l of that hardness is due to magnesium, which typically does not form scale in cooling towers. Thus, the makeup, as provided, has a low scale potential for cooling tower use.
When cycled up, the water does not become scaling until about 3.7 cycles and chemical treatment is not required to prevent scale formation until this cycle value is exceeded. At 10.5 cycles, close to the 10.8 cycles at which the cooling tower is actually being operated, our calculations project an SI of 2.53, which indicates severe scaling potential. The low SI, 1.2, actually found in the cooling water is caused by precipitation of calcium and alkalinity from the cooling water, which also lowers the conductivity.
This gives us a “Catch 22” situation, where precipitation lowers the conductivity, resulting in lowered blowdown, further concentrating calcium and alkalinity which then precipitate, lowering the conductivity and repeating the cycle. Thus, we have high cycles, low SI, and scale.
On review, the most startling item in the laboratory analysis is the disappearance of calcium from the cooling water. Based on operation at 10.8 cycles, there should be 155.5 mg/l calcium present in the cooling water, the laboratory reports just 12.4 mg/l (analysis by atomic absorption). This, coupled with the substantial change in Ca:Mg ratio between the makeup and cooling water, and the observation of scale on the tube bundle, documents that scale formation is taking place within the cooling tower.
While one would expect more scale to be present than reported by Steve given the substantial calcium deficiency, some chemical control of scaling is taking place due to the high level of phosphate in the makeup water. The 1.2 mg/l total phosphate in the makeup cycles up to 16.1 mg/l, a level higher than that carried in many cooling water chemical treatment programs.
Additional chemical control of scale is also occurring via carbonate precipitation of calcium in the bulk water due to development of an alkaline pH via cycling. This is confirmed by the finding of 24 mg/l suspended solids in the cooling water as well as noting that the makeup alkalinity has not cycled up, a good indication of removal via bulk precipitation as calcium carbonate and bicarbonate.
Conclusions: The analytical data clearly show a major loss of scale forming constituents from the cycled cooling water. This, coupled with the observed scale on the condenser tubes, shows that the electrostatic NCD does not prevent scale formation to any significant degree.
Case History Report #2
“The Dolphin HYTRONIC Series 1000” electromagnetic NCD manufactured by Clearwater Systems LLC, 145 Dennison Rd., P.O. Box 463, Essex, CT 06426, ph: 860-767-0850 FAX 860-767-8972 WEB www.clearwater-dolphin.com
System Data : A new, large cooling tower/chiller system at a Pittsburgh, PA, convention center was equipped with four (4) galvanized steel construction, 1500 ton capacity, BAC 3000 series cross flow cooling towers, installed in banks of two (East and West), to provide cooling for the condensers of four freon cycle chillers. Typical load is two units base, two units in reserve. System metallurgy is black iron piping, copper tubes, and some brass valves. Dolphin units were installed, due to “green” building credit considerations, on each chiller condenser return line (4 units) and the makeup water line (1 unit) to the cooling towers at an equipment cost of $120,000.
A conductivity based blowdown control was installed for control of concentration cycles while a Lakos hydrocyclone was installed on the cooling tower hot water return line for control of suspended solids. Makeup is normally obtained from an on-site well with City of Pittsburgh water as a backup source.
History: The NCD units were installed concurrent with construction of the convention center, with start-up in April, 2002. Operation was continued through September 15, 2003, date of our review, using
only the NCD systems as treatment with no pretreatment of the makeup well water. Operating personnel were not satisfied with performance of the NCD, noting algae growth and scale formation in the cooling towers, and corrosion and fouling in the chiller condensers.
Claims Made: Dolphin sales literature and WEB site information claim that the NCD “improves system efficiency – eliminates bio-film – reduces encrustation & fouling – controls bacteria to very low levels – inhibits corrosion” in cooling towers. Dolphin WEB site data, 01/03, claims that Dolphin devices “impart pulsed, high frequency electromagnetic energy into flowing water”.
Review: At the request of operating personnel, I visited the site on September 15, 2003, to walk the system and examine the cooling towers. The operators reported substantial corrosion, scaling, deposition, and algae growth problems.
The cooling towers were reported to require frequent manual cleanup to remove algae and slime growth from the decks and fill, while the tube sheets and water boxes of the chiller condensers had been wire brushed to remove rust and deposition. The tubes had been brushed once to remove fouling. Color pictures were supplied of cooling tower algae growth; chiller tube and water box corrosion and deposition; and cooling tower corrosion and deposition.
A report by Cyrus Rice Water Consultants (CRC), an independent water consultant, on a cooling water system water audit they had undertaken in July, 2003, was also provided to us. Analytical data from this report are summarized as follows:
|
Parameter |
Well Makeup |
East Cooling Tower |
West Cooling Tower |
|
pH |
8.0 |
8.1 |
8.2 |
|
total alkalinity, mg/l |
140 |
150 |
162 |
|
conductivity, mmhos |
544 |
1418 |
1525 |
|
calcium, mg/l |
84 |
102 |
110 |
|
chloride, mg/l |
96 |
273 |
297 |
|
silicon, mg/l |
7.4 |
18.1 |
15.1 |
|
copper, mg/l |
<0.1 |
0.54 |
0.51 |
|
iron, mg/l |
0.70 |
0.82 |
0.85 |
|
LS Index 100 F |
+0.84 |
+0.95 |
+1.2 |
|
Planktonic plate count, cfu/ml |
– |
1100 |
1380 |
|
Sessile swab sample, cfu/ml |
– |
TNTC |
TNTC |
TNTC = to numerous to count
Our own inspection of the cooling towers showed algae growth in the basins and scale on the cooling tower fill.

Cooling tower basin – algae and deposits
A sample of the scale removed from the cooling tower was analyzed at Analytical Services, Inc., a sate certified laboratory, with the following results reported.
|
Parameter |
Results as % Dry Weight |
Parameter |
Results as % Dry Weight |
|
Loss on ignition |
18.1 |
calcium as CaO |
47.2 |
|
copper as CuO |
0.36 |
iron as Fe2O3 |
1.93 |
|
magnesium as MgO |
0.72 |
manganese as MnO2 |
1.80 |
|
silicon as SiO2 |
0.63 |
sodium as Na2O |
0.08 |
|
phosphate as PO4 |
0.03 |
sulfate as SO4 |
0.29 |
|
zinc as ZnO |
0.57 |
A Dolphin unit control box was opened and found to contain a small transformer. The transformer output, passing through an inductor coil, fed into the actual Dolphin unit. The Dolphin unit was also inspected and appeared to be nothing more than an insulated coil of wire wound around a pipe spool. Typical power input was listed on the literature as 110 to 390 va.
Discussion: The data in the CRC report clearly show that the cooling tower system had a substantial loss of calcium and alkalinity while operating with NCD treatment. True cycles of concentration, based on chlorides, were 2.8 to 3.1 cycles, east and west cooling towers respectively, while the alkalinity cycles were only 1.1 and 1.2, and calcium cycles were 1.2 and 1.3. Our observation of calcium scale slough off and some scale still on the cooling tower fill, shows where the calcium and alkalinity went. The analysis of the scale obtained from the cooling tower fill agrees with the water analysis data in that the majority of the scale was calcium carbonate.
We also note that the iron present in the makeup water, 0.7 mg/l, has also failed to cycle in the cooling water, levels of 0.82 and 0.85 being reported in the cooling waters. Given aeration of the cooling waters and the alkaline pH, iron would be expected to precipitate.
The red coloration of the scale and deposits is likely due to iron, further confirmed by the scale analysis of iron at 1.93 %
Looking at the water analysis data, we also see that the level of copper in both cooling towers is substantially elevated over what would be expected based upon cycling of the makeup water. This is a good indication that corrosion of the copper tubes in the condenser was a potential problem.

Condenser tubes – tube sheet after one (1) year of NCD treatment
The low microorganism planktonic plate count found was not a surprise. Given the obvious calcium precipitation within the system, removal of planktonic microorganisms from the cooling water by simple flocculation could be expected. The high sessile microorganism level reported was visually confirmed by our own observations. The high level of sessile microorganisms found is of great concern due to both under deposit corrosion and the effects when these organisms slough off. Such organism masses are an ideal place for legionella bacteria to multiply and they would become dispersed throughout the water during sloughing events, and thus able to enter the cooling tower windage stream.
Conclusions: Based on the analytical data and observed corrosion, it is evident that the Dolphin NCD does not control corrosion in a cooling water environment. The analytical data and scale observed prove that the Dolphin NCD does not provide an acceptable level of scale control when a moderate hardness water is used as makeup.
While the CRC report noted that planktonic microorganisms were at low numbers, the very high levels of sessile microorganisms found is completely unacceptable for operation of a cooling water system. Based on the high levels of sessile microorganisms reported and observed, it is clearly evident that the Dolphin NCD has no effect on biofilms. We are also of the opinion that the low level of planktonic microorganisms is due solely to flocculation, with subsequent removal in the hydrocyclone, resultant from calcium precipitation within the cooling water.
Case History Report #3
“Moltek Series I”, mechanical NCD manufactured by Moltek Environmental, Inc., 76 Sutton Road, Webster, MA 01570, ph: 508-949-6035.
System Data: Moltek Series I water stabilizer systems were installed on a cooling tower and chiller system used for process cooling at Continental PET Technologies, Inc., (CPET) Bedford, NH. The CPET Bedford plant is a plastic moulding operation which uses a cooling tower system to provide recirculated water for machine, compressor, and chiller cooling; and a chiller unit to provide chilled water for mould cooling.
History: Two Moltek NCD systems were installed in mid-1994, one each on the cooling tower and chilled water systems. Makeup was untreated City of Bedford water with the cooling tower system operated at 10 cycles. Company personnel visited the site in August, 1995, and obtained water samples. During the visit, plant personnel noted that they were very concerned about the evident severe corrosion and deposition taking place in both the cooling tower and chilled water systems.
Claims Made: Moltek NCD literature claims that it “minimizes bacterial growth”, “rust and corrosion are restrained and kept at very low levels”, “existing scale deposits will be removed – no new scale will form”, “negligible algae growth”, “no biofouling or biological slime buildup”, and “microorganism counts are kept at minimum levels” via mechanical agitation of the treated water. The CPET plant was cited in the literature as a successful installation.
Review – Analytical Results
|
Parameter |
Makeup |
Chiller |
Cooling Tower |
|
pH |
6.01 |
6.24 |
7.05 |
|
total alkalinity, mg/l |
7 |
71 |
65 |
|
conductivity, mmhos |
170 |
1540 |
1550 |
|
calcium, mg/l |
6.2 |
25.0 |
23.6 |
|
iron, mg/l |
0.04 |
1.3 |
0.08 |
|
suspended solids, mg/l |
< 1 |
578 |
18 |
|
total hardness, mg/l |
19.2 |
95.0 |
91.1 |
|
LS Index at 100F |
-3.52 |
-1.77 |
-1.02 |
A sample of deposited material was obtained from the chilled water system and analyzed. The ASI laboratory reported that the foulant was 84.3% iron hydroxide, “rust”.
Discussion: The analytical data clearly show that the makeup water, as well as the chilled and cycled cooling waters, are all very corrosive, having negative saturation index values. We thus would expect both water systems to experience severe corrosion of ferrous metals, with fouling from deposition of corrosion products. This is exactly what has been experienced at the CPET plant, severe corrosion has occurred in the year since installation of the Moltek NCD and fouling with corrosion products, iron hydroxide (rust), has partially blocked much of the piping and the heat exchangers.
Conclusion: Installation of the Moltek Series I NCD at the CPET plant has shown that this particular unit cannot control ferrous metal corrosion in either a closed loop chiller, or a standard open cooling tower, with a corrosive makeup water. This conclusion is based on the observed serious corrosion and deposition problems at the plant.
Case History Report #4
“Fre-Flo tm” Catalytic Water Conditioner, a catalytic NCD manufactured by Arral Industries, Inc., 2101 Carrillo Privado, Ontario, CA 91761, ph: 909-947-6585 FAX: 909-923-1531
System Data: A “Water Loop 2000” system, based on the above non-chemical device (NCD), was installed on a 3,720 ton cooling tower system used for chiller cooling at the Motorola “Com One” fab in Phoenix, AZ. The system included the NCD, a bypass loop with ultraviolet lamps, a pumped bypass sand filter, a BAC “BioIo” type makeup cartridge iodine feeder, and a conductivity based blowdown controller. The cooling towers were galvanized steel construction counterflow units supplied by Evapco.
History: The above NCD system was installed with the cooling towers as a completely new installation in March, 1995. Makeup was untreated Phoenix city water with the system operated around 4 to 5 cycles. Several months after installation, plant personnel reported that all the chillers had to be taken off line and substantial scale deposits removed. PCT personnel visited the site in November, 1995, and obtained water samples. During the visit, plant personnel reported that their chiller approach temperatures were at 11 F and that another physical cleaning of scale from the chiller heat exchangers was scheduled for the Thanksgiving holiday period. Our examination of the cooling tower wetted surfaces showed a severe white rust corrosion problem.
Claims Made: Sales literature on the NCD claimed that it “alters the physical properties of water, while retaining the many beneficial properties of the minerals. Acting as a catalyst, the Fre-Flo tm water conditioner restructures the hardness minerals, calcium and magnesium – actually puts them into a suspended state so they do not destructively adhere to pipes and equipment.” “This prevents scale from forming on equipment surfaces and de-scales existing deposits.”
Review – Analytical Data
|
Parameter |
Makeup |
Cooling Tower |
Parameter |
Makeup |
Cooling Tower |
|
pH |
7.49 |
8.68 |
total alkalinity, mg/l |
170 |
424 |
|
conductivity, mmhos |
628 |
3370 |
calcium, mg/l |
46.0 |
32.0 |
|
magnesium, mg/l |
25.0 |
190 |
silicon, mg/l |
6.5 |
41.3 |
|
dissolved solids, mg/l |
340 |
1670 |
total hardness, mg/l |
218 |
862 |
Discussion: The analytical data clearly show a major loss of scale forming constituents from the cycled cooling water. This, coupled with the reported scale problems in the chillers, indicates that the “Fre-Flo tm” catalytic conditioner did not prevent scale formation to any significant degree.
Our observation of a severe white rust problem is a good indication that the device is of no use for control of this particular form of high pH corrosion.
Conclusion: Based on the reported scale problems, analytical data, and literature; we have concluded that the “Fre-Flo tm” Catalytic Water Conditioner did not control scale formation in the treated cooling tower system to any significant degree. The observation of a severe white rust problem also demonstrates that this NCD does not control this particular form of high pH corrosion in a significant manner.
Note: Additional current case history reports on various NCD can be found at www.prochemtech.com
Other papers and studies of interest added in 2010 reformat:
“Demonstration and Evaluation of Magnetic Descalers”, US Army Corps of Engineers, Technical Report Number ERDC/CERL TR-01-63
“Non-chemical Scale Control Devices”, Limpert and Raber, 3M Company, published in the July 1992 AWT Analyst
“Legionella and Non-Chemical Water Treatment Devices”, Stout, Duda, and Vidic; AWT 2010 Annual Convention
“Biological Control in Cooling Water Systems Using Non-Chemical Treatment Devices”, Vidic, Duda, and Stout, Final Technical Report, ASHRAE Project Number 1361-RP, April, 2010.
The units tested by ASHRAE were: Magnetic NCD – Superior Manufacturing
Electromagnetic (pulsed electric field) NCD – Dolphin
Electrostatic NCD – Fluidtron
Ultrasonic NCD – Sonoxide
Mechanical (hydrodynamic cavitation) NCD – VRTX
BIO: Timothy Keister holds a B.Sc. in Ceramic Science from Penn State University. Past employment includes thirteen years as Water/Wastewater Section Head, at Brockway Glass Company, a Fortune 500 glass, plastic, paper, and metal container manufacturer; and eleven years as President of Brockway Analytical, Inc, a water/wastewater analytical laboratory. He founded ProChemTech International, inc., a water management program supplier, in 1987 and is presently the President/Chief Chemist. Professional activities have included election as a Fellow of the American Institute of Chemists, senior member of the American Institute of Chemical Engineers, and memberships in the American Chemical Society, Water Environment Federation, Cooling Technology Institute, and Association of Water Technologies.
Certificates and licenses include Certified Water Technologist (CWT) and wastewater operator’s licenses in New Jersey, Pennsylvania, and Indiana. Tim also serves as a member of the Brockway Area Sewerage Authority and is Technical Director of the Toby Creek Watershed Association. He has presented many papers on water and wastewater topics at the Water Environment Federation, International Water Conference, Association of Water Technologies, Cooling Technology Institute, and Metal Powders Industry Federation.